Home / Processing Services / Plate & Sheet Processing /
Dynamic Waterjet Cutting
Penn Stainless offers stainless steel dynamic waterjet cutting in order to process complex part geometry. Our stainless steel grades are well suited for dynamic waterjet cutting. Stainless plates thru 8″ thick can be dynamic waterjet cut. Penn Stainless currently has 6 dynamic waterjet tables in order to reduce lead time.
Please send us your files, so that we can quote your exact part. We accept PDF and CAD files, but DXF or DWG files are strongly preferred in order to provide you with the fastest service possible. Contact one of our specialists today!
 Utilizing Penn Stainless Products’ Dynamic Waterjet® cutting technology to process your next stainless steel order will add tremendous value and cost savings to your bottom line with Lower Cost – Less Time By:
Utilizing Penn Stainless Products’ Dynamic Waterjet® cutting technology to process your next stainless steel order will add tremendous value and cost savings to your bottom line with Lower Cost – Less Time By:
- Eliminate secondary applications
- Virtually eliminate taper left by standard w/j systems and plasma cutting methods
- No heat affected zones to be machined
- Improved cut tolerances
- Higher processing speeds, which can lead to faster delivery
- Less material loss during cutting. Less internal handling
- Superior surface finish
- Our Dynamic Waterjet table sizes are as follows:
- Two Tables: 122" x 242"
- One Table: 157" x 479"
- One Table: 78.5" x 305"
- One Table: 76" x 155"
- One Table: 72" x 144"
- Scribing capability for center marks and outlines.
In the 1950s, Dr. Norman Franz, a forestry engineer, attempted to use highly pressurized water to achieve a more efficient method for cutting lumber. He created high pressure by dropping heavy weights onto columns of water, and then proceeded to force the pressurized water through a tiny orifice. While his experiments showed that highly pressurized water could enable the cutting of wood and other materials, they did not result in a commercial product. Dr. Norman Franz could not overcome the obstacle of maintaining high pressure over extended lengths of time.
Development of Pure Waterjet Technology
It was not until the 1970s that technology developments enabled the introduction of the first commercial waterjet machines. These early machines were able to cut through a wide range of soft materials, including cardboard, food and foam rubber. There have been many improvements to this technology over the last few decades, but the basic mechanics are still in use today. Today, this process is referred to as “pure waterjet”. First, a pump pressurizes the water. Next, high pressure plumbing delivers the water to the cutting head and through a very small diamond or sapphire orifice, changing the pressure to velocity. At approximately 40,000 psi, the resulting stream that passes out of the orifice is traveling at Mach 2. And at 60,000 psi, the resulting stream is over Mach 3[i]. This supersonic stream creates the erosion force that cuts the material.
Development of Abrasive Waterjet Technology
 Then, in 1979, Dr. Mohamed Hashish discovered a way to add abrasives, such as garnet, to the waterjet cutting process. The powerful waterjet stream accelerates the abrasive particles and those particles, not the water, cut the material. The abrasive waterjet is hundreds, if not thousands of times more powerful than a pure waterjet[ii]. It vastly expands the types of materials that can be cut. Abrasive waterjets can cut through hard materials, including stone, ceramic, stainless steel, and other metals. Flow International introduced the first commercial abrasive waterjet machine to the market in 1983.
Then, in 1979, Dr. Mohamed Hashish discovered a way to add abrasives, such as garnet, to the waterjet cutting process. The powerful waterjet stream accelerates the abrasive particles and those particles, not the water, cut the material. The abrasive waterjet is hundreds, if not thousands of times more powerful than a pure waterjet[ii]. It vastly expands the types of materials that can be cut. Abrasive waterjets can cut through hard materials, including stone, ceramic, stainless steel, and other metals. Flow International introduced the first commercial abrasive waterjet machine to the market in 1983.
Waterjet Machines for Cutting Stainless Steel Plate
Many of today’s waterjet machines include both pure and abrasive waterjet capabilities. Abrasive waterjet functionality is required for cutting stainless steel. In addition to the functionality described above to create high velocity particles capable of cutting through stainless steel, today’s machines also include plumbing that enables freedom of movement to the cutting nozzle. The cutting nozzle is typically integrated into motion equipment, which allows for complex geometric shapes and designs to be cut. Also, typically PCs or CNC controllers are used along with CAD/CAM software to translate dimension requirements into a digitally programmed path for the cutting head to follow.
Recent Advancements
Over the past few decades, there have been numerous advances to waterjet technology that continue to improve the product. These include improvements to the pump technology, programming capabilities, 3D functionality, motion equipment, and technology to improve the quality of cuts at higher speeds. The most significant recent advancement is based on Dynamic Waterjet® Technology, which was invented and patented by Flow International in 2001. Dynamic Waterjet technology counters stream lag and taper, two negative attributes associated with conventional waterjet technology. Dynamic waterjet technology has revolutionized waterjet cutting, and enabled it to compete more easily with other high end cutting techniques.
[i] “Waterjet White Paper.” Www.flowwaterjet.com. Flow International, 2002. Web. 28 Nov. 2011
[ii] “Abrasive Waterjet Cutting | Abrasive Cutting for Hard Materials: Flow Waterjet.” Flow Waterjet Cutting Machines & Products, UHP Pumps, HyperJet. Web. 06 Dec. 2011.
Comparison of Dynamic Waterjet vs. Conventional Waterjet Processing
The differences between standard or abrasive Waterjet cutting and Dynamic Waterjet® Cutting are visible to the eye.
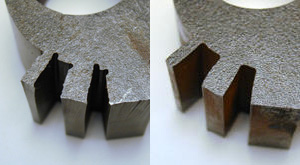
Bottom of piece cut without Dynamic Waterjet (left) and bottom of piece cut with Dynamic Waterjet (right)
Standard abrasive waterjet cutting leaves a noticeable taper and corner “wash outs” on the underside of the cut piece, which creates the need for secondary operations. With Dynamic Waterjet Cutting, the piece is ready to use, saving valuable time and money. It is important to note that taper and stream lag can be minimized on all waterjet machines when machines are run at slow enough rates. Thus, the big advantage of Dynamic Waterjet is that it is able to cut virtually taper-free parts with improved tolerance, 25%-400% faster than a standard waterjet, depending on the application. In the past, waterjet users ran their machines at slower speeds to achieve acceptable tolerance levels and minimize taper. Other shops used different cutting methods such as laser, EDM, and CNC machining. Thus, by utilizing Dynamic Waterjet technology, Penn Stainless Products offers the ability to provide better cuts and tighter tolerances at competitive rates. As compared to conventional waterjet, Dynamic Waterjet provides the following benefits when run at production speeds.
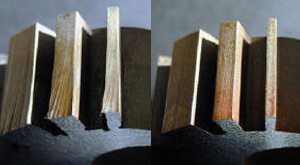
Part cut at high speed without Dynamic Waterjet, showing taper (left) and Part cut at high speed with Dynamic Waterjet, showing the elimination of taper (right)
- Virtually eliminates taper left by standard waterjet systems.
- Intricate geometric parts can be cut more accurately
- Improved cut tolerances
- Higher processing speeds, which can lead to faster delivery
- Less material loss during cutting
- Superior edge finish (250 RMS or better)
- May lead to the elimination of secondary processing steps